


We may receive a commission when you use our affiliate links. However, this does not impact our recommendations.

1. Shown here is a close up of the CNC router cutting with small chips and dust flying – a symptom of poor cutting.
Understanding the importance of chip load calculations.
If you have spent time using handheld routers then you have developed an intuitive sense for what is the ideal feed rate and speed for the cutter. The feedback is immediate and tactile. You can feel if the bit is chattering as it cuts, hear if the router is bogging down and you know to back off the feed rate and increase the bit speed. If you smell burning wood from cutting you know to increase the feed rate and perhaps slow the router speed down. Changes can be made on the fly to obtain a cut of the best possible quality. A CNC router also needs to run at an ideal feed rate and cutter speed but making changes while running isn’t generally an option. The right feed and speed need to be programed into the toolpath before the machine is ever turned on. So how do we determine the best feed and speed without this tactile feedback? The answer is with chip load calculations.
Determining the right speed and feed combination through chip load calculations can seem intimidating when learning to operate a CNC router but once you’re familiar with the basics it’s not that hard. Your goal is to find a combination that produces the largest chip—the most efficient cut. Large chips mean increased productivity, reduced heat buildup and therefore longer bit life. Most of us hobby woodworkers don’t think much about maximizing bit life but CNC routers often run for many hours to complete a project. Fewer individual cuts at cooler temperatures prevents premature dulling of the bit (all of which saves time and money!).

2. Here is an example of a clean cut with big chips – this is what you should aim for when you’re programming your feed rate.
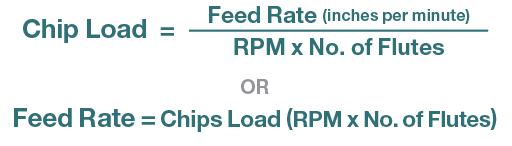
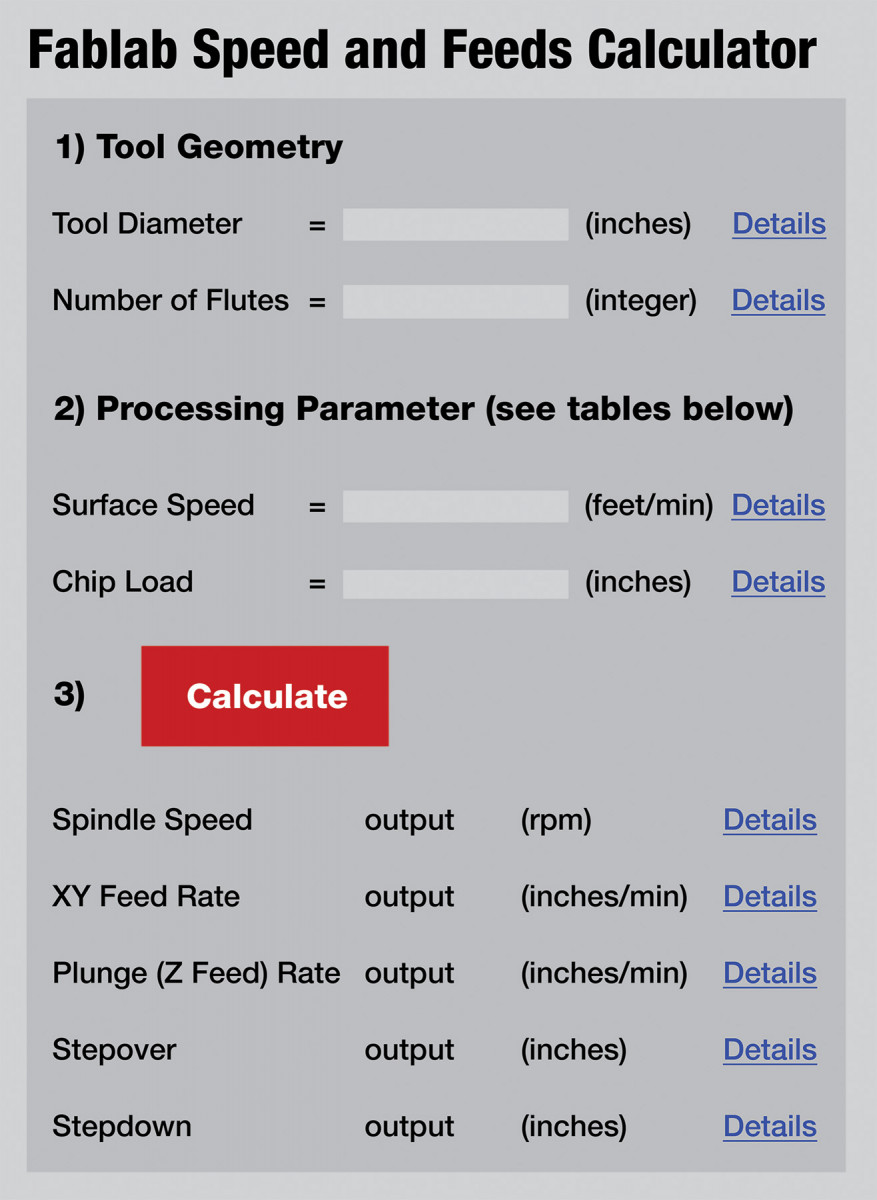
So where to start? At the root of determining the speed and feed for your project is knowing the chip load number. The chip load is simply the size of the chip that the bit creates. You may not know this, but most router bit manufactures offer chip load numbers online for their bits matched with commonly used materials such as hardwood, softwood, plywood and laminates. Once you have the recommended chip load number it’s time for some math. While the math is straightforward, the easiest way to tackle it is to use a chip load calculator. Chip load calculators are often included in the software that controls your CNC router. If not, there are many available online. The inputs needed are the chip load number, the number of flutes that the router bit has and the speed of the spindle or router to give you a feed rate. If your CNC uses a single speed router then enter the stated speed less 1000 rpm. A router under load will not turn at the stated speed. If your router is variable speed or if you have a spindle on your machine 18500 rpm is a good place to start for most smaller bits. For those of you who want to see the calculations the math is in the two formulas on the previous page.
 As with any power tool setup test cuts are a good idea. They give us the opportunity to fine tune and verify machine settings. Before you make a few test cuts to verify the feed and speed combination, though, let’s talk about the depth of cut. The depth of the cut does not alter the chip load, speed, or feed rate but too deep a cut can cause your machine to bog down and if the bit is overloaded bit deflection can result and produce a ragged cut or lead to a broken bit. A good rule for most hobby CNC machines using 1/4“ shank bits is to set the depth at no more than 1/2 the bit diameter. Larger more rugged CNC routers can handle a bit depth closer to the full diameter of the bit.
As with any power tool setup test cuts are a good idea. They give us the opportunity to fine tune and verify machine settings. Before you make a few test cuts to verify the feed and speed combination, though, let’s talk about the depth of cut. The depth of the cut does not alter the chip load, speed, or feed rate but too deep a cut can cause your machine to bog down and if the bit is overloaded bit deflection can result and produce a ragged cut or lead to a broken bit. A good rule for most hobby CNC machines using 1/4“ shank bits is to set the depth at no more than 1/2 the bit diameter. Larger more rugged CNC routers can handle a bit depth closer to the full diameter of the bit.
The test cuts on your CNC router should make chips (not dust), not bog down your machine, and produce an edge that is of good quality. Let’s look at a couple of scenarios: If the test cut produces more dust than chips try decreasing the rpm (if you have a variable speed router or spindle), increasing the feed rate or using a router bit with fewer flutes.
 If the test cut seems overly aggressive and makes a rough cut, then try increasing the rpm, decreasing the feed rate or using a router bit with more flutes.
If the test cut seems overly aggressive and makes a rough cut, then try increasing the rpm, decreasing the feed rate or using a router bit with more flutes.
Your results play a bigger role than just one specific project. Having completed the chip load calculations and test cut it’s a good idea to enter the information into your CNC router’s software tool database. Within the tool database, the same size and type of bit can be saved multiple times for different conditions.
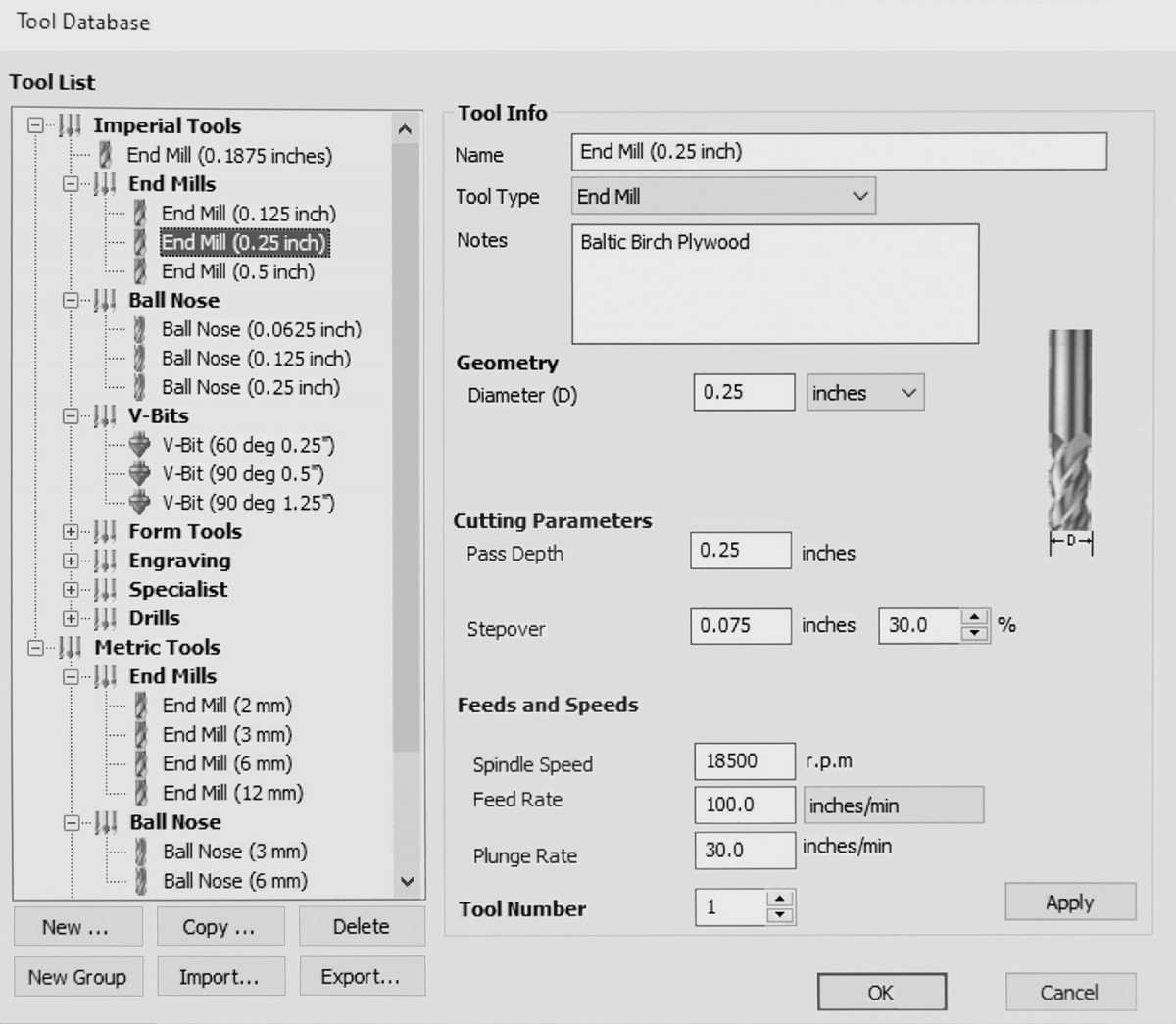 As an example, a 1/4“ upcut two flute bit can be saved with the feed and speed rates for cutting hardwood, another copy can be saved for cutting plywood and so on. In time you will develop a library of bits with the feed and speed information ready to use for your next CNC router project. This information can also help you set up cuts for other bits that are close in size.
As an example, a 1/4“ upcut two flute bit can be saved with the feed and speed rates for cutting hardwood, another copy can be saved for cutting plywood and so on. In time you will develop a library of bits with the feed and speed information ready to use for your next CNC router project. This information can also help you set up cuts for other bits that are close in size.
As you gain experience with your CNC router, you will start to gain that intuitive sense that you already have with a handheld router. Listen to the sound of the router, feel the vibrations of the machine, watch the size of the chips and be on the lookout for any signs of excessive heat. With experience on your CNC router, what “feels” right generally is and this will allow you to fine tune cuts with confidence. All good cuts require the right feed, the right speed and the best way to start is with chip load calculations and a couple of test cuts.
Here are some supplies and tools we find essential in our everyday work around the shop. We may receive a commission from sales referred by our links; however, we have carefully selected these products for their usefulness and quality.





Very useful tricks!