


We may receive a commission when you use our affiliate links. However, this does not impact our recommendations.

An expert woodworker rediscovers a lost art.
Knowledgeable friends tried to dissuade me when I announced that I’d decided to build a 22-1/2″ long infill-style plane, as I’d never before built an infill plane of any size. An infill plane consists of wooden components (the “infill”) that are precisely mated to a handmade steel shell. Infill planes from English manufacturers such as Norris and Spiers were state-of-the-art tools during the last quarter of the 19th century and are highly collectible today, prized for both exquisite craftsmanship and superior performance.

1. Here’s my infill plane kit. Notice that the frog, handle (or tote) and knob (or bun) are missing. These wooden parts comprise the “infill,” for which this type of plane is named.
I couldn’t resist the pull of working wood with a tool I’d made myself, and I reasoned that my handmade infill jointer plane would perfectly complement the vintage infill smoothing planes that I regularly use. So I took the plunge, and ordered the 22-1/2″ jointer-plane kit from expert toolmaker Gerd Fritsche of Germany (Photo 1).
Taking the plunge
I’ve taken lots of plunges in my forty years as a furniture maker: my first chair, my first Queen Anne highboy, my first kas. Through these experiences, I’ve developed a routine for making leaps into the unknown. First, I do lots of research. I began this project by acquiring and studying the instruction manual for the plane kit I’d decided to purchase. Next, I spent hours locating and poring over every online source that addressed the topic of infill plane making—the best was Peter McBride’s chronicling of his recent forays into the process. I knew that making and fitting the wooden frog, tote and bun wouldn’t be a problem. My concern was the metalworking, as the sole and sides of an infill plane are dovetailed together and cold forged. While trying to think my way through each of the project’s metal-working processes, I sent questions—56 by actual count—to Gerd, each of which he patiently answered.
Steel dovetails

2. Assembling the dovetailed shell was the first order of business. The laser-cut dovetails on the side pieces cleaned up quickly with a file.
The dovetails on the shell’s side pieces were laser cut, so the edges were easy to clean up with a file (Photo 2). The pins on the sole, however, were only approximations, so I placed each side in position on the sole, and marked the dovetail angles on the pin stock with a sharp stylus (Photo 3). Then, I filed the pin stock to the mark. A single morning’s labor resulted in tight-fitting dovetails on both sides of the plane, dovetails remarkably like those I cut in wood.
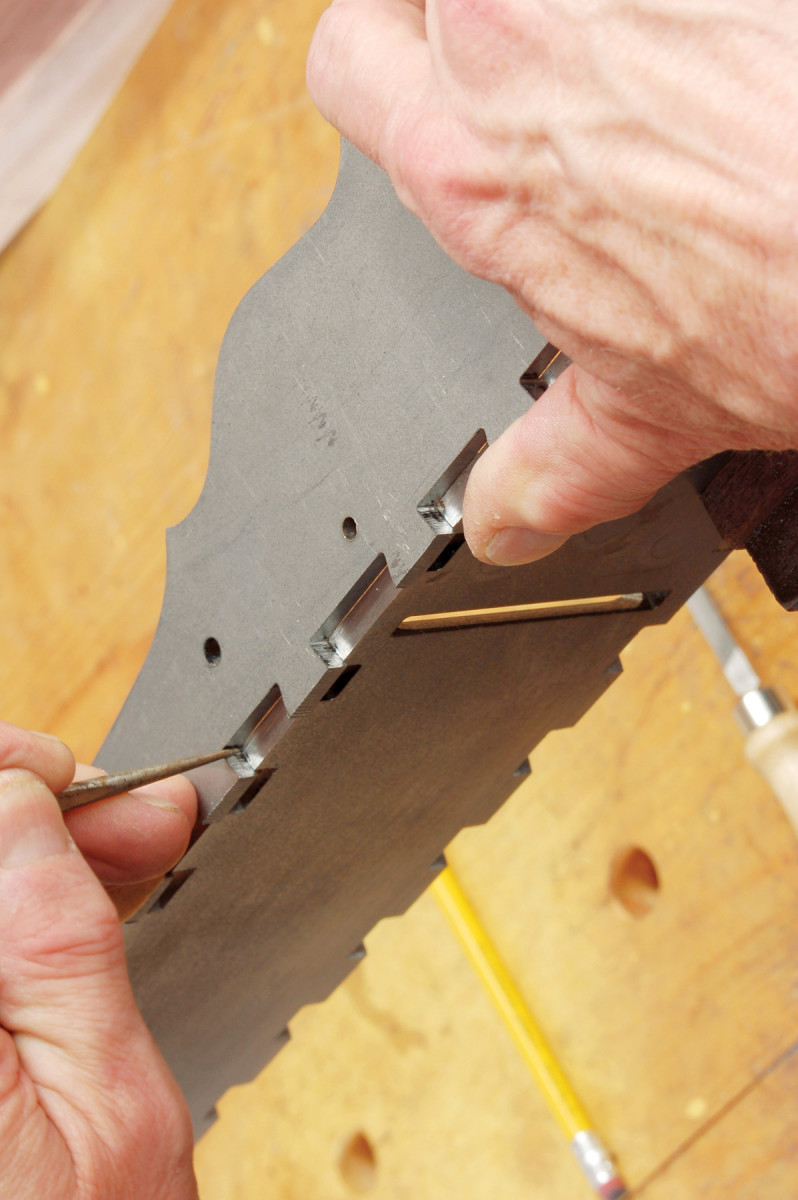
3. I used the dovetails on the sides to mark the pins on the sole, which were only rough-cut. Filing these joints to fit was pretty easy. However, unlike dovetails in wood, metal dovetails must lock the joint both vertically and horizontally.
But that’s only part of the story. In wood, dovetails lock a joint in only one direction—glue is required fix the joint in the other direction. Dovetails in metal are engineered to lock the joint in both directions without glue. In fact, the whole business of dovetailing an infill plane shell is based on the fact that cold, hard steel can be made to flow. The pins and dovetails are all cut a bit long, so they protrude when the joint is assembled. In addition, both shoulders of each dovetail are beveled, so gaps appear in the assembled joint. The protruding ends are then beaten into the bevels with a ball peen hammer, to tightly lock each dovetail in both directions. Hammering also fills any tiny gaps left between the sole and the sides.
4. Locking the joint horizontally was a tedious two-step process. First, every dovetail shoulder in both side pieces had to be beveled from the inside out, to create gaps in the assembled joint.
I didn’t know how to size the bevels at first, so I started small and then sent photos to Gerd. He told me to make them wider; eventually I settled on bevels that ran the full length and thickness of each side of every dovetail (Photo 4).
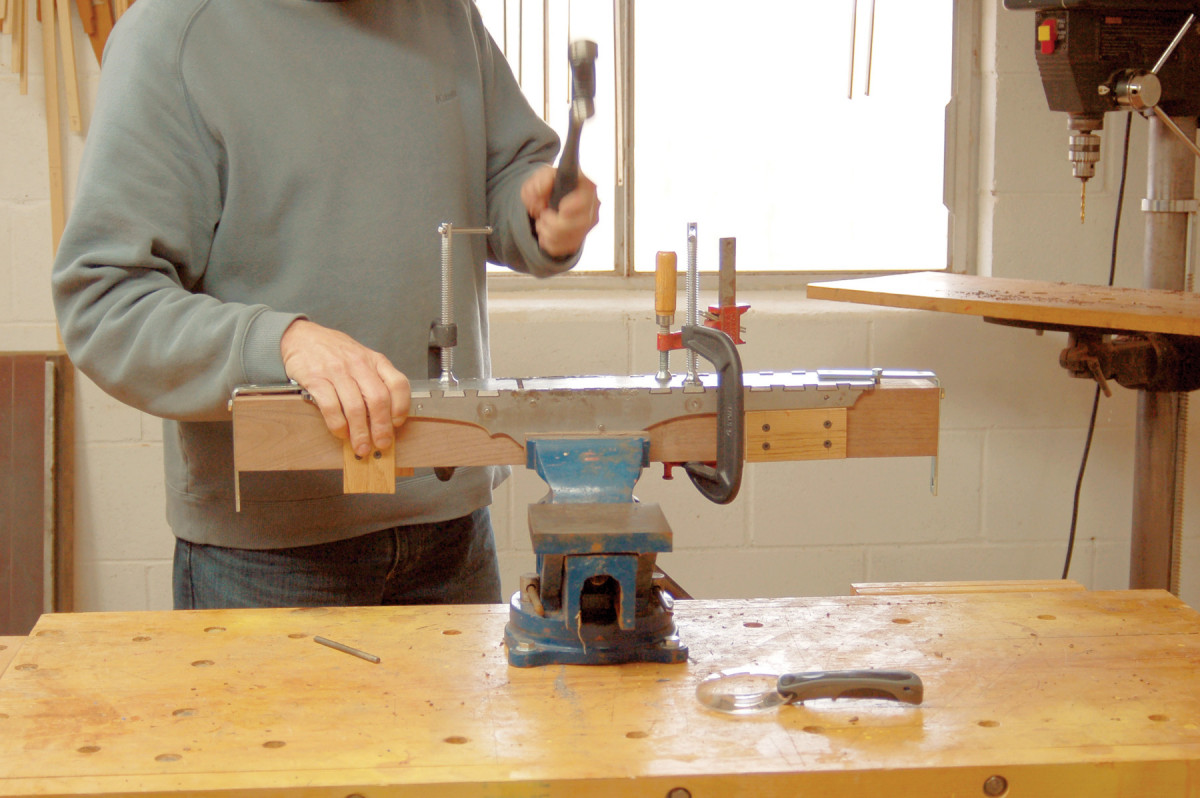
5. The protruding pins then had to be mashed down by hammering, to force the metal to fill the gaps in the joints. To successfully hammer the joints, the shell had to be rigidly supported on a dedicated wooden “buck.”
I also had to make a wooden buck to support the shell during the hammering process (Photo 5). The buck had to precisely fit inside the shell, to keep it rock solid. The buck was drilled to receive the steel rods that would later be used as rivets, and blocks were screwed on to support the edges of the shell sides. I also lag-bolted “L” brackets to each end, pulled down tight against the sole and torqued C-clamps around each area I intended to hammer. I repositioned these clamps each time I moved to a new pin or dovetail.

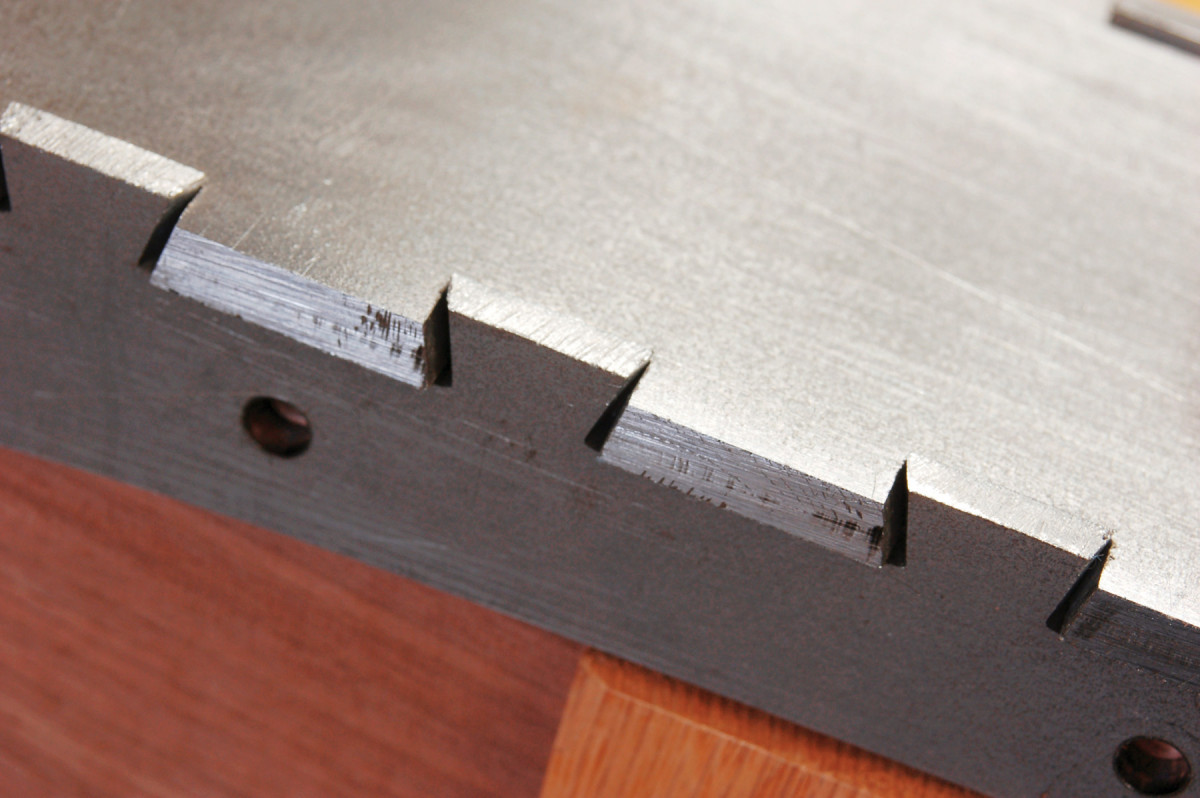
6. These dovetail pins show the hammering process. The left pin hasn’t been hammered. The middle pin has been partially hammered and has begun to fill the gaps. The right pin has completely filled the gaps and is ready for filing.
Unfortunately, these preparations weren’t enough to hold everything in position when I started hammering. Almost immediately, the sole and sides began to drift apart. I was able to retard this migration by repositioning my clamps and drawing them up more tightly, but very slight drifting continued. And by the time I’d finished all the ball peen hammer work (Photo 6), the sole was visibly bowed along its length.
Discouraged, I shut off the lights and closed up the shop, convinced that the plane was never going to happen. But after a good night’s sleep, I went back to the shop with renewed confidence.
Using a straightedge and feeler gauge, I determined that my hammering had left the sole with an end-to-end arc that bowed .030″ at the midpoint. That’s a significant error, one that wouldn’t permit the plane to take an effective shaving. But because the sole was cut from very thick stock, I knew the shell was redeemable. All it needed was a little filing and lapping.
Whole lotta filing
When I first applied my 14″ bastard file to the hammered pins and tails, I was pleased at how quickly it removed material. But as I worked down to the finished surfaces, I discovered that the stray hammer blows that had skittered off target and dinged the sides and sole were excruciatingly difficult to clean up.

7. Filing down the hammered pins and dovetails and flattening the sole took forever. Eventually I had to put on gloves, because the file was shredding the skin on my palms and fingers.
I filed and filed and filed to level the sides and sole (Photo 7). The actual work probably took only five or six hours, but frequent—and essential—rest periods extended the process to nearly a day and a half.
Making the infill parts

8. Making the wooden infill parts was the easiest part of the pro-ject. I patterned the frog, tote and bun after vintage designs that I admired.
I planned to use locally harvested walnut for the infill and I’d decided to build a plane without a blade adjuster, because I wanted to include the attractive bandsawn line at the front of the tote that’s typical of adjuster-less planes. That line is lost on planes with adjusters, because the front edge of the tote is mortised to house the adjuster. I finally settled on a design similar to the tote and frog on a large Spiers panel plane I that owned (Photo 8).
The bun started out like one on a Mathieson plane I admired, but by the time it was finished, its origins would be hard for anyone but me to recognize.
100 hours of solitude

9. Using my vise to press-fit the infill bushings went smoothly. However, drilling rivet holes through the bushings took almost an entire day, and I destroyed a half dozen drill bits in the process.
Constructing this plane took far longer than I expected, because, except for fabricating the wooden infill parts, every process was new to me. Even drilling the six rivet holes through their bushings was a challenge that stretched out over most of a day, because I struggled to find a workable method (Photo 9). And it wasn’t until I drilled the last hole that I felt like I knew what I was doing. Fitting the infill pieces went smoothly (Photo 10), but tapping the mounting holes in the lever cap was another story (Photo 11).

10. Precisely fitting the infill parts was actually enjoyable, because I felt like I knew what I was doing. Here, I’m leveling the bedding surface for the plane iron.
But it was the lapping process, something I thought I understood, that dragged construction past the 100 hour mark. For years, I’ve used a flat marble windowsill siliconed to a spruce 2×6 as my lapping table. I adhere sandpaper to the marble surface and then work the plane back and forth (Photo 12). I’ve used this set-up to lap the soles of dozens of metal planes. Typically, I use 220 grit paper, or 150 grit if the sole has pronounced high spots. In all my previous experience, an hour’s work with 150 grit paper had always been enough to flatten even the worst plane sole.

11. Tapping the lever cap was no picnic. In fact, I had to send for a replacement cap, because I mangled the original one.
Of course, I’d never had to remove a .030″ arc from a sole that spanned three times the acreage of a smoothing plane’s sole. For most of a day, I lapped with 150 grit paper, and all I managed was a pair of shiny patches at each end of the sole. I switched to 120 grit to start the second day. I was optimistic; I may even have whistled. But after a morning of futility, I switched to 100 grit.

12. Lapping the sole flat took eons, mainly because it was very large and because I stoically kept using sandpaper grits that were too fine.
Lapping is hard work, because you have to apply constant downward pressure as you slide the plane back and forth on the abrasive to remove metal. As an amateur plane maker, I probably pushed down harder than necessary—hard enough to make the muscles in my chest and shoulders burn.
By the end of the second day, I was spending more time resting than lapping. I counted my strokes, forcing myself to continue until I’d reached 100. Then, to keep up my spirits, I’d turn the plane over and measure the incremental growth of the shiny patches. Eventually, I found a 50 grit sanding belt, cut it open, and glued it to my marble slab. Within two hours—working at an almost frenzied pace, because I could finally see signs of progress—the sole was satisfactorily flat.
The verdict
Eight weeks passed between the day I unwrapped my infill jointer plane kit and the day it created its first shaving. During that period, the plane was what I thought about each morning as I entered my shop and what I worried about each night when I went home.
I worried because I knew I was in over my head. Very little of my woodworking experience seemed relevant to the metalwork the plane required, and the sure-handed exactitude with which I executed the first few steps in the plane’s construction soon gave way to hesitation. I began to make mistakes, some of which remain visible (to me, anyway) in the finished plane.
My plane isn’t perfect, but it is what an infill jointer plane should be: sturdy and massive, with a tight mouth and a flat sole. And it sure takes a sweet shaving.
Source
Gerd Fritsche, Traditional-Handplanes, www.traditional-handplanes.com, +49 (8388) 893, 22-1/2″ Jointer-Plane Kit with steel sides and sole, 2-1/2″ high-alloyed blade, and infill template, $490.
Kerry Pierce is the author of 19 woodworking books, including Hand Planes in the Modern Shop (Schiffer Publishing), which will be released later this summer. Kerry is also an instructor at Marc Adams School of Woodworking in Indianapolis. He lives in Lancaster Ohio with his wife Elaine.








