


We may receive a commission when you use our affiliate links. However, this does not impact our recommendations.

We thought we understood plywood until we put 11 different samples through a variety of tests. We found some surprising facts about quality and materials.
There are few things a woodworker will ever face that are as confusing as plywood. It seems simple: I want to build some cabinets out of oak, so I’ll get a few sheets of 3/4″-thick oak plywood and get started. But when I go to buy it, the storm clouds come rolling in. Where do I buy it? What do I ask for? Do I want rotary cut or plain sliced? What grade? What core? How much thinner than 3/4″ will it be this time? Will the edges split if I try to put screws in it? Will the veneer be so thin that I sand through it with the first pass of the sander? Should I try the imported stuff? Can I remember the name of the imported stuff that I bought last time?
Is it just me, or does plywood get a little worse every time I buy it?
The first question to answer is this: Are you looking for something that looks like it belongs in a piece of fine furniture, or is utility your main concern? Plywood that looks nice, in a species such as cherry, oak or walnut, is graded and priced mainly on the quality and thickness of the face veneer. Hardwood plywood is considered to be an appearance product, as opposed to softwood plywood, which is considered a structural material. Different rules and grades are used for different types of plywood.
Going to a lumberyard is like going to a foreign country. If you’ve never done it before and you don’t know the language, you’ll experience culture shock right off the bat – and sticker shock as well! Before you go, pick up a FREE copy of our handy guide to wood types.
Hardwood plywood has a distinct face and a distinct back. In a cabinet door, for example, you want the best appearance possible on the outside. On the inside, you still want it to look good, but small areas of burl, mineral streaks or sap wood won’t be the distractions they would be on a surface that is always exposed. For hardwood plywood, the grading system for the face veneer is designated by letters: A is the best and D is the worst. There is a different standard for backs: 1 is the best and 4 is the worst. A1 or A2, with plain-sliced veneer, is usually the best grade available for work that will receive a clear finish. Grades B and lower for faces, and 3 and lower for backs, are generally considered only suitable for paint-grade work. Rotary-cut veneer will look like plywood, rather than solid wood. You can probably get away with using rotary-cut veneer for something such as the interior of a cabinet, but it won’t look right on an exposed surface next to solid wood.
The grade should be stamped on the side of the sheet but it is often missing in imported plywoods. Expect to pay $75 or more for a 4′ x 8′ sheet of A2 plywood with plain-sliced veneer. The oak and birch plywood the big home-improvement stores had in stock (about $40) at the time of writing this was graded C3. The difference in price is mostly in the difference in the veneer. In addition to being a lower grade, the face veneer on inexpensive types of plywood can be as thin as 1/100″ compared to about 1/40″ on better material.
Core Material: The Inside Story
With softwood plywood, any material that’s composed of different layers of wood with the layers at 90° to each other is called plywood. With hardwood plywood, any material can be between the face and back veneers and still be called plywood. The core material is specified separately from the face, so you can have maple plywood with a veneer core (which is similar to construction-type plywood) or with a particle- board or medium-density fiberboard core. With softwood, plywood is plywood and particleboard is particleboard. In cabinetmaking, you refer to veneer core if you want material manufactured similar to construction plywood. The inner cores of veneer-core plywood are much thicker than true veneer. In 3⁄4″-thick material, the thickness of the core layers can range from about 1/8″ on seven-ply material (five core layers plus the two face veneers) to less than 1/16″ in 13-ply material.

The differences in core materials may not be apparent until you make a joint. The fir core at left chipped severely while the hardwood core at right had a smooth surface.
Particleboard core or MDF (medium density fiberboard) core are the other common types of plywood cores in use. In professional cabinetmaking, they are the preferred materials for quality work because they’re flat and of a consistent thickness. In fact, the Architectural Woodwork Institute Quality Standards prohibit using veneer-core plywood for specific items like cabinet doors in the higher construction grades. As we look at how plywood is made, and the material it’s made from, we begin to understand why. Twenty-five years ago, if you bought a piece of birch plywood, or any other hardwood plywood for that matter, the core would be birch. Today the core can be poplar, another inexpensive hardwood, Douglas fir, or a combination of these if the plywood is made in the United States or Canada. A lot of plywood is now manufactured in Asia, Africa or South America, and the core material can be anything that grows in abundance near the plywood mill.
Wherever plywood is made, the trees used for core material are fast-growing and have little or no value as solid wood or as face veneer. Depending on the quality consciousness of the manufacturer, these cores can vary tremendously. The biggest problem is variation in thickness, but uneven or incorrect moisture content can also cause sheets that are warped, bowed or twisted. Poorly manufactured plywood also has a tendency to split or delaminate, especially when nails or screws are driven into the edges.
Many woodworkers object on principle to using anything but veneer-core plywood. One of the big drawbacks to veneer-core plywood often won’t appear until finishing. If the veneer is thin, and the core uneven, this unevenness will telegraph through and appear in the face veneer. Because the veneer is so thin, this cannot be sanded out. MDF and particleboard cores, in spite of being weaker structurally, are flatter and more consistent. If you can work around the structural issues, and overcome your prejudice, you can achieve much better finishes, and easier joinery if you use MDF or particleboard cores.
Hard-working Plywood
If you want plywood for more utilitarian purposes, such as shop jigs, fixtures or drawer boxes, then you want a different product than something with a nice veneer and a suspect core. Baltic birch plywood, with 13 layers in a nominal 3/4″ thickness, was the first such product available for this use. Appleply is an American-made version made from birch and alder. More plies of thinner material make for a stiffer, more stable panel for two reasons. Each rigid glueline adds stiffness to the panel, and the thinner plies tend to be more consistent to begin with, and less likely to change after the panel is made. Many imported plywoods are manufactured this way and can be a good value.
Imported plywoods also have different grading rules. Baltic, Russian and other European birch plywood faces are graded by the letters B (best), BB, CP and C (worst) for both the face and the back. These plywoods usually have a consistent void-free core of the same species as the face. Generally B/BB is the best grade that is available. Some plywood from South America and Asia is graded on a similar system, but much of this material is not graded.
The species used in imported plywood can also be a mystery. The names the material is sold under are not the names of specific species. From Luan to Chen-Chen, the names given are trade names for groups of species, which may or may not have similar properties. These names may also change from time to time. If one imported name gets a bad reputation, the same product may be sold under a new name, and people will try it, hoping that it will be better. Sometimes material from one continent will be sold using the name of a successful product from another. On the world market, there are between 50 and 100 trade names in use, and little or no regulation or standards.
How Our Samples Measured Up
We went shopping for plywood in our area, and picked 10 samples from three sources – Lowe’s, Home Depot and our local hardwood supplier, Paxton Lumber. We also included a piece of red oak plywood with a Luan core that had been stored in my garage for 10 years. We made tests on our samples to see what the differences were between the “good stuff” and the “cheap stuff.”
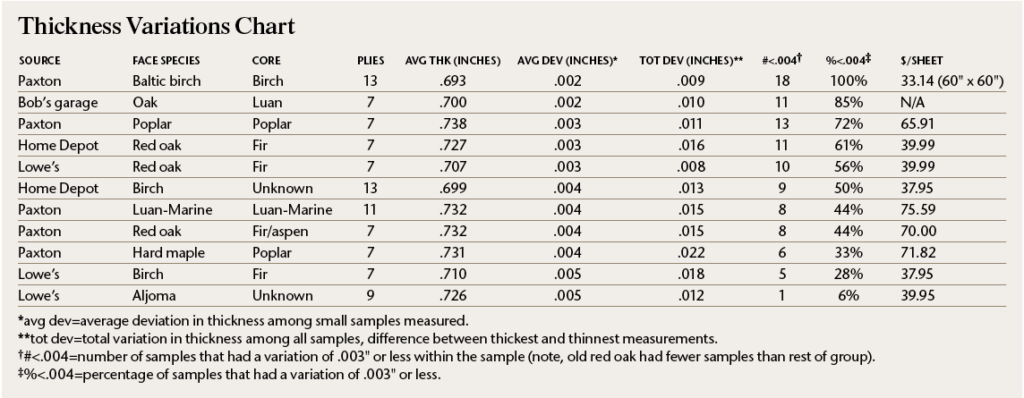
First we checked the thickness. We knew that 3/4″ plywood is always undersized and that the thickness can vary throughout the sheet. What surprised us is how much variation there is, even in a small sample. We began with a 24″ x 24″ square of each type and cut that into 18 pieces that were 3-7/8″ x 7-7/8″. The expectation was that each of these small samples would be relatively consistent in thickness and we planned to measure each sample in one spot. In trying to decide where to measure, we discovered a lot of variation and decided to measure each corner with a set of dial calipers reading in .001″ increments.
Only three of 193 samples measured the same thickness at each corner. Two were from the piece of Baltic birch plywood. But one was .005″ thinner than the other. The total variation within the Baltic birch samples was .009″. All 18 samples of the Baltic birch varied .003″ or less, making this the most consistent material we tested. Right behind it were the 10-year-old samples of oak with a Luan core. Only two of these samples varied more than .003″. Our samples of red oak from Lowe’s were nearly as consistent in thickness, with an average variation of .003″ in each small sample and a variation of .008″ within the sample group. Only 10 pieces, however, were under .003″ variation within those samples.
The most inconsistent piece we tested was one of the most expensive – plain-sliced maple veneer on a poplar core from our hardwood supplier. The total variation was .022″, with an average of .004″ among the small samples. Only six of 18 pieces showed .003″ or less variation within the samples. The only two samples with a larger average variation, .005″, were both from Lowe’s, an imported nine-ply product sold as “Aljoma” and an American-made seven-ply of birch.
Why the Inconsistency Between Types of Plywood?
When plywood is made, the alternating layers of core veneers are glued together with heat and pressure. During this process, there is some degree of compression in the core layers. Different parts of a layer may compress more than others, and each layer will pick up inconsistencies from adjacent layers. Manufacturers maintain that this compression is unpredictable. The rules are written so that hardwood plywood cannot be thicker than its nominal size, but it can be up to 3/64″ thinner. The reasoning is that an undersized thinner panel will still fit in a groove cut at the nominal size, but an oversized panel would not. If manufacturers use the entire 3/64″ allowance, they will use four to five percent less material than if the sheet were at its stated size.
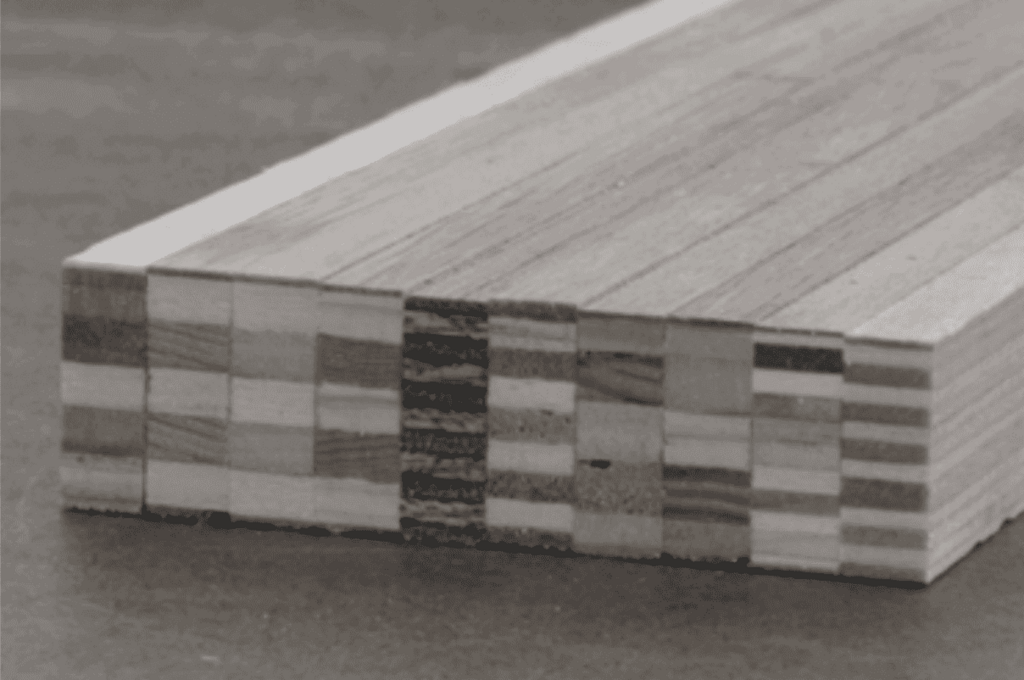
This block was glued from 10 of the 11 samples we measured for thickness. Note the variety of core materials and thicknesses.
The practical impact of this comes when you make joints. Exactly how do you get a nice-fitting dado joint in an inconsistent, undersized panel? Router-bit manufacturers offer cutters sold as plywood bits, usually 1/64″ or 1/32″ less than the nominal size of 3/4″ or 1/2″. This sounds sensible, but buying a bit to match every thickness of plywood you might come across will only gain you a collection of bits that almost work.
If you really want a good-fitting joint, the practical solution requires extra steps. You need to mill the plywood edge that fits in the dado of your project. The easiest way to do this is to cut the groove to a smaller dimension and then mill a shallow rabbet on the board’s mate to match the width of the groove.
The Rabbet Test
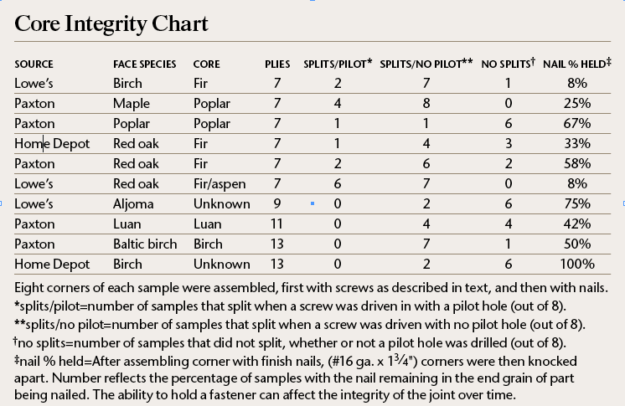
We cut 1/4″-deep by 3/4″-wide rabbets in one end of our sample pieces with a stack dado set on the table saw. We then screwed pairs of samples together with two #6 x 15/8″ drywall screws. Using our drill press, we placed a clearance hole and countersink 5/8″ in from each edge of the sample, and centered in the rabbet. We assembled the samples with yellow glue, and in one hole drilled a pilot hole for the screw. The other screw was driven without pre-drilling. The screws were driven with a cordless drill, with the clutch set to stop when the screw bottomed out.
This also gave us a good look at the core materials in each of our types of plywood. In the samples with hardwood cores – poplar, birch and the imported wood – the rabbets were smooth. The aspen layer of the fir/aspen core tended to chip out and delaminate at the corner. In the fir core samples, many were very uneven and rough.
We deliberately placed the screws close to the edge, and we don’t recommend driving screws without drilling a pilot hole. The results indicate the quality of the core material itself and the quality of the glue bond between the core layers. The samples with the highest number of core layers were most resistant to splitting. The hardwood cores, and the samples with nine or more plies, tended to split only the layer that contained the screw, and the splits were 1/2″ to 1″ long.

Fasteners driven in the edges of plywood can cause an inferior core to split, often delaminating adjacent layers.
In the seven-ply samples, the splits were much longer, and in the worst cases were several inches long. Several samples not only split the layer containing the screw, but pushed apart the glue joint between layers. The poplar core was most resistant to splitting among this group.
Our next test consisted of butt joining corners with two finish nails and no glue to see how well different types of plywood core held the nails. The joints were then knocked apart to see if the nails pulled away with the face pieces, or remained in the end of the core being nailed. None of the samples split, and the differences seem to be in the grain structure of the core. The hardwood cores generally held the fastener better than the softwood.
How to Buy the Good Stuff
The market for plywood is constantly changing as new sources come to the market, and we suspect there is pressure on all manufacturers to keep prices low. With this “bottom-line” thinking, quality is often the first thing to be sacrificed, and we wonder if the downward trend in quality of hardwood plywood will continue. Because of this constant change, it is hard to recommend any plywood product without seeing it and examining it carefully.
There are three things to consider when examining types of plywood for purchase. The first of these is the face veneer, if it is to be exposed. The grain should look like several pieces of solid wood, 6″ to 8″ wide. Every other piece should be a mirror image of the next one. This is bookmatched, plain-sliced veneer. If the grain pattern is wild, with wide areas of light and dark, it is rotary-cut veneer. Expect to pay a premium for plain-sliced, bookmatched veneer. Good veneer can easily double the price of a sheet of plywood.
The second consideration is the overall flatness of the sheet. Despite its reputation for flatness, plywood sheets will usually have some degree of bow, but this should be minimal. Pull a sheet off the stack and sight down a long edge. If the sheet is badly warped or twisted, there is likely a problem in the core layers and conditions won’t improve as the sheet is cut up.
The third thing to examine is the edge. More plies are generally better, and hardwood cores are better than softwood. Look at the joints between the layers. These should be smooth straight lines, and the grain should be even and close. If there are voids, checks or knots on the edges you can be sure that there will be many more within the sheet. Also, take a close look at the edge of the face veneer to see how thick it is. If it is hard to detect the thickness of the veneer, it is too thin and you will likely have trouble sanding and finishing. The thinnest veneers are very easy to sand through and often will telegraph any unevenness of the core layers to the finished surface.
Lastly, don’t be afraid to ask your supplier what they mean by the terms and grades they use. “Shop Grade,” “Cabinet Grade,” “Stain Grade,” and “Utility Grade” are commonly used terms that aren’t defined by any industry-wide standards. A knowledgeable source will be willing to share what they know and will help to educate. A seller who can’t explain what they have to sell might best be avoided.
–Robert Lang
 Now that you know what types of plywood to buy, try building our floating shelves with this free project download! It also includes plans for a plywood tool storage cabinet. This free download is exclusive for our e-mail newsletter subscribers.
Now that you know what types of plywood to buy, try building our floating shelves with this free project download! It also includes plans for a plywood tool storage cabinet. This free download is exclusive for our e-mail newsletter subscribers.
Here are some supplies and tools we find essential in our everyday work around the shop. We may receive a commission from sales referred by our links; however, we have carefully selected these products for their usefulness and quality.






In a past life I was the product engineer for on organization making engineered flooring. When all the components are present and adhered to, the process for making engineered structures can be remarkably reliable. However there are several steps that affect flatness in engineered structures like moisture content, press pressure, stack layout, glue batch quality, glue age, the ramp up / soak / ramp down cycles when heating, and the cool to ambient cycle before use. Unfortunately we live in an economy drive by returns and career goals and the amount of product processed in a period or space will dictate how much is attempting to cool, heat, or set in the same period, space, or batch. Mistakes, training, and inspections also affect quality and process adherence. We have a tenancy to shoot some messengers in the quest for profits. Any one of these can affect flatness. Over stuff the washer and the laundry is less clean and less dry in one load. It happens.
Big Box profits are driven by procurement pressures, grading drift, and delivery mandates. Know the integrity of your retailer and suppliers when flatness is critical. Who else does the retailer supply? Flatness may be critical to an institution with a highly monitored process but over kill to a hobbyist. Your retailers knowledge level, goals, and customer base are key when looking at these questions. Too often the lower prices have a reason for being lower.
Outstanding article Bob, thank you. Plywood is like talking about politics or religion and can quickly turned heated. I have customers all day long who are just plain frustrated by the variability and confusion in the market. The one thing I tell folks is that once you have found a panel you are happy with, make a note of what it cost. You can write down all the other grade and core construction and face details but as you suggested these have different naming conventions from dealer to dealer and point of origin. The one constant is usually price. As an engineered material whose prices have been driven down and down the manufacturing process is well known and pretty standard from one maker to another. Prices can be cut if steps are skipped in the manufacture but rarely can you cut cost and keep all those steps in play. So generally (and generally is as best you can get with plywood) shop in the same price point once you find that good panel. If you are presented with a deal then probably it is a different product.