We may receive a commission when you use our affiliate links. However, this does not impact our recommendations.
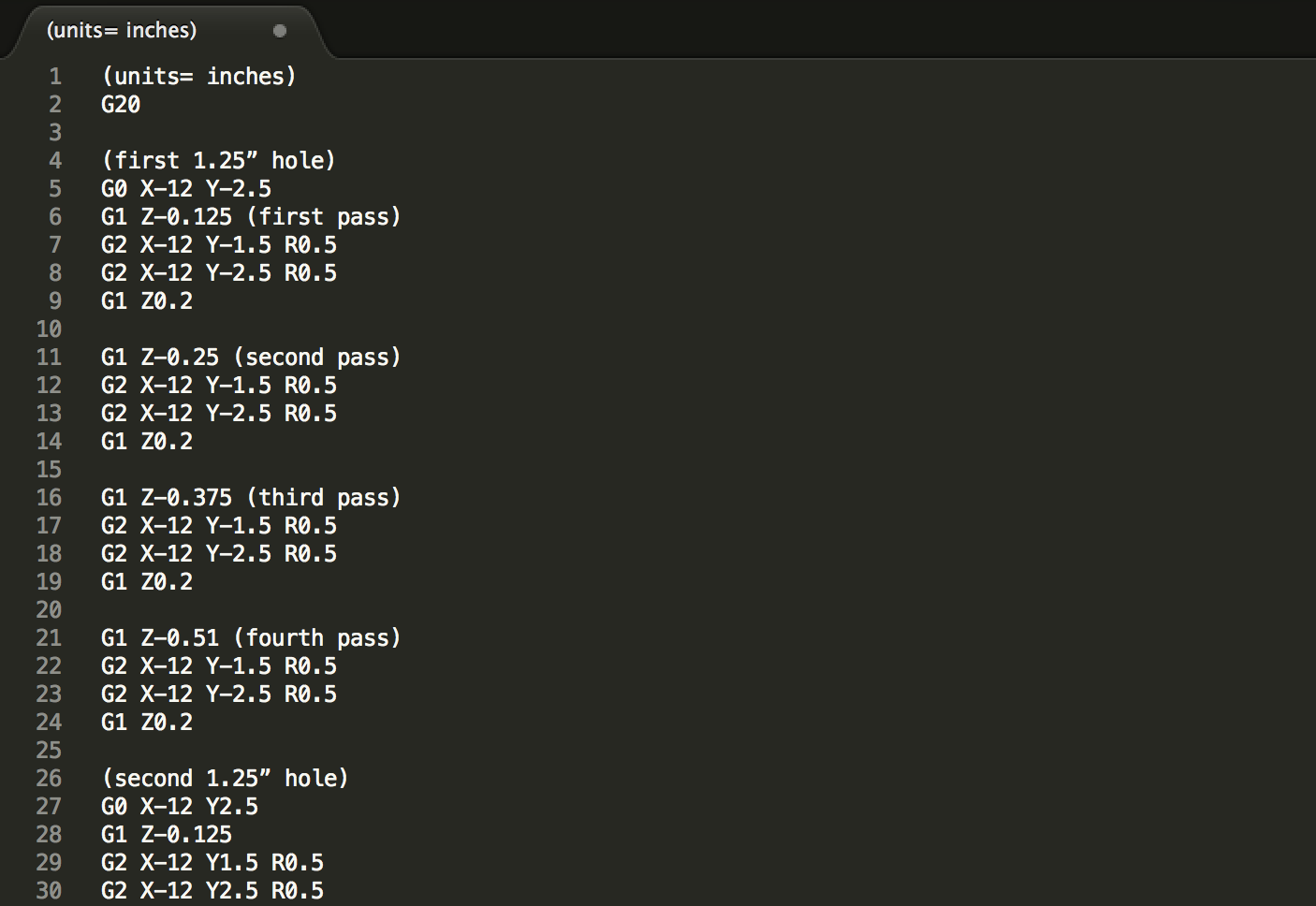
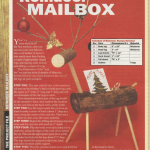
You can learn to program a CNC router with a few basic commands that can be mastered in a day or two.
We may receive a commission when you use our affiliate links. However, this does not impact our recommendations.
You can learn to program a CNC router with a few basic commands that can be mastered in a day or two.

By registering, I acknowledge and agree to Active Interest Media's (AIM) Terms of Service and to AIM's use of my contact information to communicate with me about AIM, its brands or its third-party partners' products, services, events and research opportunities. AIM's use of the information I provide will be consistent with the AIM Privacy Policy.