The Trapped Reverse Chuck2020-02-122020-02-13https://www.popularwoodworking.com/wp-content/uploads/popwood_logos-01.pngPopular Woodworking//www.popularwoodworking.com/wp-content/uploads/2019/12/aw_17017_016.jpg200px200px
We may receive a commission when you use our affiliate links. However, this does not impact our recommendations.
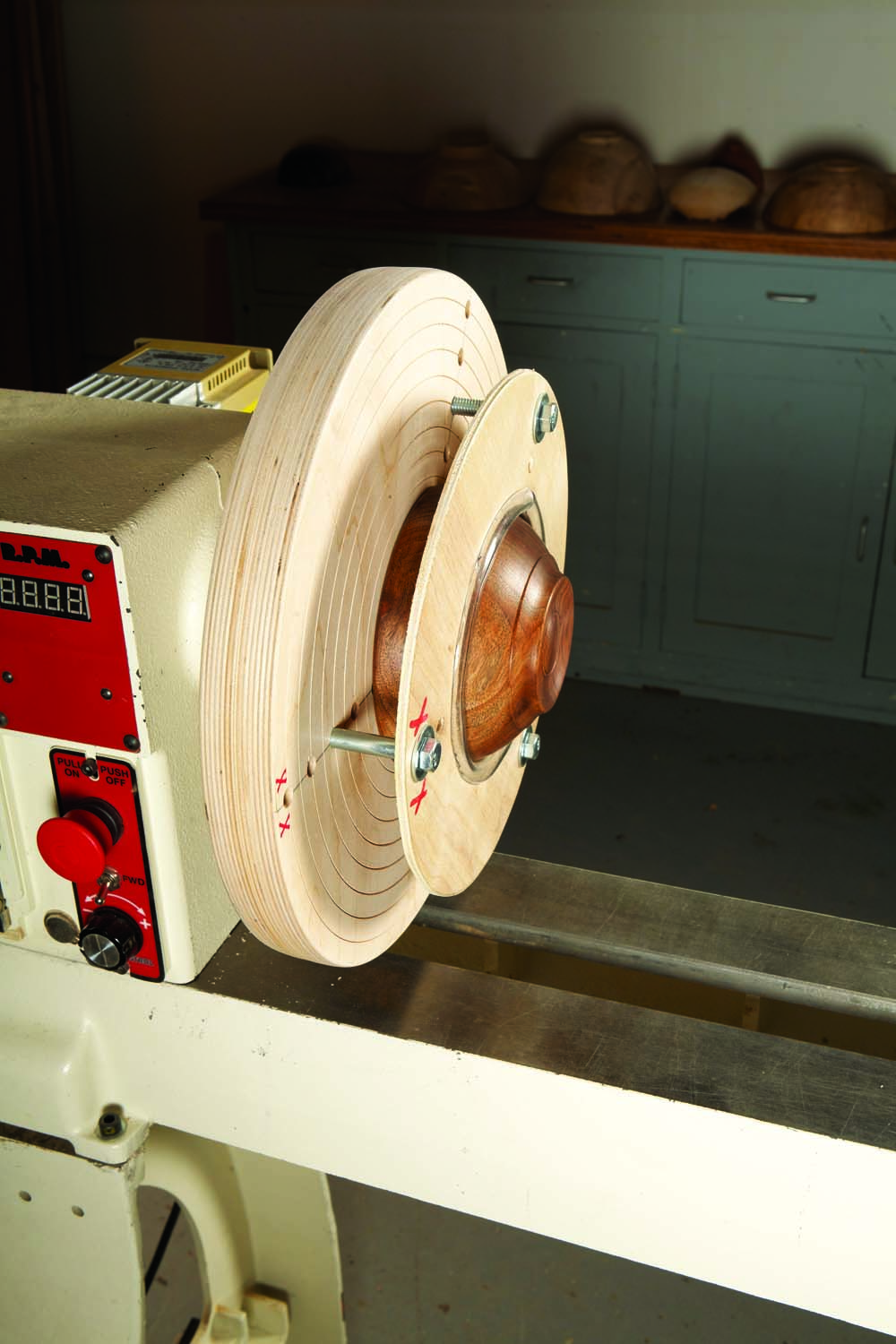
The Trapped Reverse Chuck, how to build and use this must-have bowl-turning jig.
In bowl turning, good craftsmanship requires that the bottom show no evidence of how the bowl was mounted.
By registering, I acknowledge and agree to Active Interest Media's (AIM) Terms of Service and to AIM's use of my contact information to communicate with me about AIM, its brands or its third-party partners' products, services, events and research opportunities. AIM's use of the information I provide will be consistent with the AIM Privacy Policy.