Flattening a Plane Sole, Part 4 – Lapping a Leviathan 2022-07-052022-07-27https://www.popularwoodworking.com/wp-content/uploads/popwood_logos-01.pngPopular Woodworking//www.popularwoodworking.com/wp-content/uploads/2022/07/100_1130.jpeg200px200px
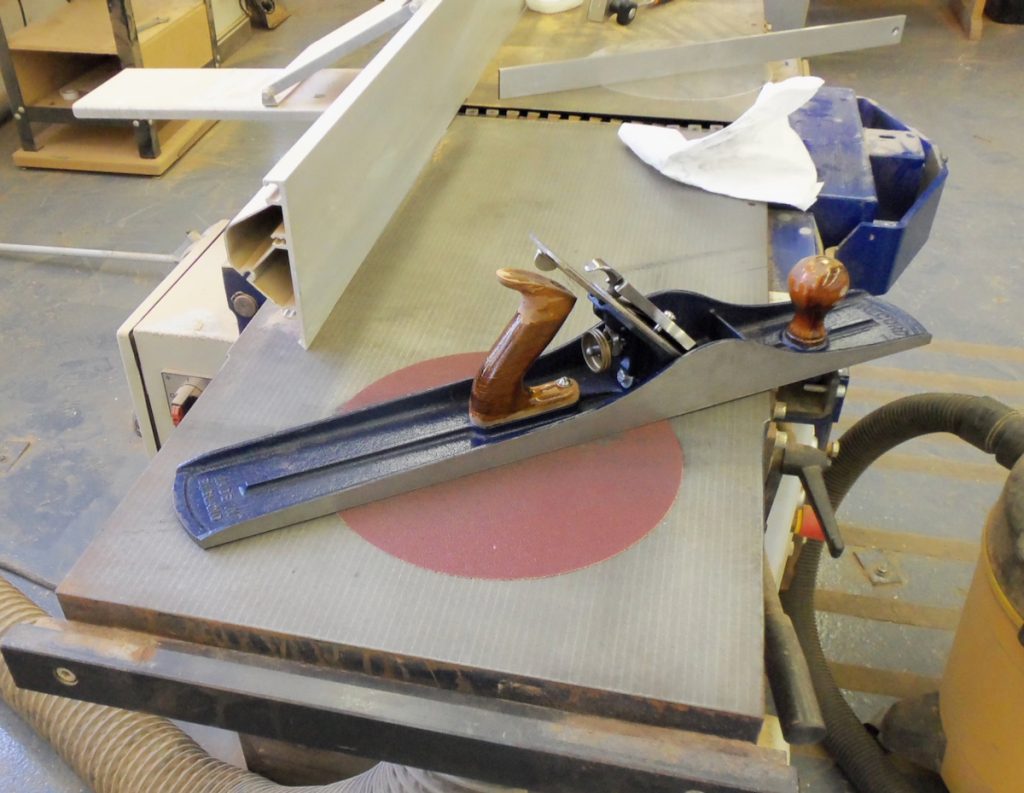
The #8 Record plane I bought a few years ago was the most prominent, heaviest, and the longest plane I have ever lapped; it was also a plane for which I devised a lapping system that speeded up the process significantly.
By registering, I acknowledge and agree to Active Interest Media's (AIM) Terms of Service and to AIM's use of my contact information to communicate with me about AIM, its brands or its third-party partners' products, services, events and research opportunities. AIM's use of the information I provide will be consistent with the AIM Privacy Policy.