


We may receive a commission when you use our affiliate links. However, this does not impact our recommendations.
 In my “Make a Panel-raising Plane” article in the November 2013 issue of Popular Woodworking Magazine, the iron I use came from my reserve of “New, Old Stock” (NOS) irons. These irons were made in England up to about WWII. Each iron is tapered, and of laminated construction – the tool-steel cutting edge is forge-welded to the face of the iron body. The irons are not cut, meaning there is no slot for attachment of a cap iron. They are very traditional in that respect. The iron is already tempered, and if your iron is also tempered, it’s important to retain that temper as the cutting edge is shaped. (While you may not have NOS blades in your shop, you can purchase a blade similar to the one I use on this plane from Hock Tools.)
In my “Make a Panel-raising Plane” article in the November 2013 issue of Popular Woodworking Magazine, the iron I use came from my reserve of “New, Old Stock” (NOS) irons. These irons were made in England up to about WWII. Each iron is tapered, and of laminated construction – the tool-steel cutting edge is forge-welded to the face of the iron body. The irons are not cut, meaning there is no slot for attachment of a cap iron. They are very traditional in that respect. The iron is already tempered, and if your iron is also tempered, it’s important to retain that temper as the cutting edge is shaped. (While you may not have NOS blades in your shop, you can purchase a blade similar to the one I use on this plane from Hock Tools.)
Before any cutting-edge shaping begins, the iron is ground along the long edges to an angle matching the cheek angles of the plane, which are about 23°. That means the left edge is acute and the right edge is obtuse. I also make sure the iron is parallel over its length, or possibly slightly tapered away from the cutting edge.
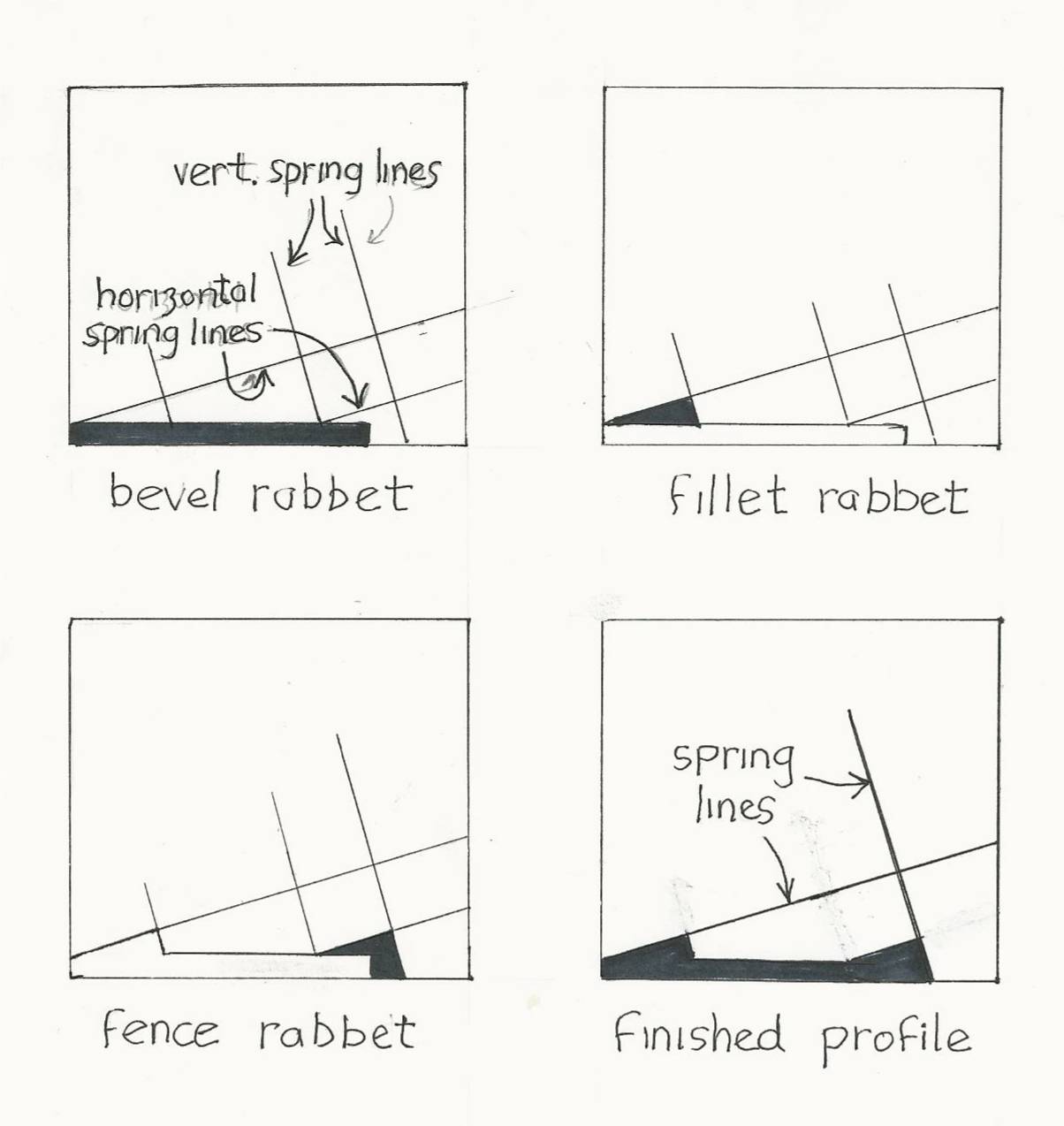 The iron has three beveled edges when finally shaped. A short bevel on the right edge defines the fillet, the long bevel in the middle defines the angled face of the panel and the somewhat shorter bevel on the left defines the tongue that fits into the door or lid frame. The fillet bevel is a side bevel and is quite steep, generating more of a scraping action than a cutting action. Sharpening this edge to a typical acute angle of 25° or so would give a bevel that is wide and thin and weak in terms of the type of cutting it does. The other two bevels are arrayed more on the leading edge of the iron and are sharpened to a standard bevel (25° – 30°) since they cut in the typical manner (slicing and levering).
The iron has three beveled edges when finally shaped. A short bevel on the right edge defines the fillet, the long bevel in the middle defines the angled face of the panel and the somewhat shorter bevel on the left defines the tongue that fits into the door or lid frame. The fillet bevel is a side bevel and is quite steep, generating more of a scraping action than a cutting action. Sharpening this edge to a typical acute angle of 25° or so would give a bevel that is wide and thin and weak in terms of the type of cutting it does. The other two bevels are arrayed more on the leading edge of the iron and are sharpened to a standard bevel (25° – 30°) since they cut in the typical manner (slicing and levering).
I don’t actually measure the bevel angles of the iron as I hone them, but judge them by eye. The width of a bevel for cutting and slicing should be a bit more than twice (but less than three times) the thickness of the iron at the cutting edge. This translates to a bevel angle between 25° and 30°. The width of the fillet bevel could be the same as the thickness of the iron at that point or even a bit less. I use an angle somewhere between 45° and 70°.
The first step in shaping the iron is to paint the face (the tool steel surface) with layout fluid. I use Dykem Steel Red Layout Fluid (www.mcmaster-carr.com). (This is basically a red dye in an alcohol base.) Let the dye dry, then insert the iron in the plane body and set it with the wedge.  Set the iron forward so it protrudes to its full width. Use a long thin awl to scribe the plane profile onto the iron, and keep the awl as flat as possible on the bed. Make one scribe mark for each face of the profile. Remove the iron from the plane, and clean up the scribe marks.
Set the iron forward so it protrudes to its full width. Use a long thin awl to scribe the plane profile onto the iron, and keep the awl as flat as possible on the bed. Make one scribe mark for each face of the profile. Remove the iron from the plane, and clean up the scribe marks.
A lot of material needs to be removed from the cutting end of these irons. I use a 1″-wide Norton 36 grit SG wheel (blue). The tool rest is set square to the wheel so I am grinding a very blunt edge to the iron. This reduces the chance of losing the temper of the iron as I work through this massive step. Cool the iron every couple of passes across the stone, and dress the stone on occasion to remove glazing, etc and improve the cutting action.
Grind the two long edges close to the line, but do not grind the fillet edge just yet. With the long edges ground, the length of the iron is reduced. When the fillet edge is ground, it is the width of the iron that’s reduced. If you cut the fillet edge to size too soon – and make the iron undersized – you’ll have to grind away a lot of iron to recover. The long edges require more care so they should be done first, while the fillet edge is very short and should be done last.
The scribe lines are just a rough guide. As I get close to the lines, I begin to grind the iron to the precise shape using my eye as the guide. To check my progress, I hold the iron firmly to the bed with my thumb with the plane upside down and the toe facing to me. I then advance the iron to just peak over the sole (keeping the iron centered in the bed). The face of the iron is red from the layout fluid, but the newly ground, blunt edge is shiny. Take care to only judge the iron profile from the red face. The fillet edge can be ground to close to its final dimension, but leave it fat (at least 1/16“ shy of the final edge).
To check my progress, I hold the iron firmly to the bed with my thumb with the plane upside down and the toe facing to me. I then advance the iron to just peak over the sole (keeping the iron centered in the bed). The face of the iron is red from the layout fluid, but the newly ground, blunt edge is shiny. Take care to only judge the iron profile from the red face. The fillet edge can be ground to close to its final dimension, but leave it fat (at least 1/16“ shy of the final edge).
When shaping the bevels, it is important to keep the bevels consistent. The approach to the cutting edge should be even and consistent in thickness throughout the process, and the bevel should be ground with only one facet across its face. The arris between two adjacent bevels should be sharp, and at the cutting edge, perfectly bisect the angle between the two bevels.
When grinding the final cutting bevel angle, I set the tool rest at a low angle relative to the grinding stone (about as low as I can get) . I use a Veritas tool rest, which is articulated and slotted for the stone, so I can get good support all the way along my iron as I grind. As I grind the bevel, I judge that the tool rest angle I have set gives me a bevel length that is about 2-1/2 times the iron thickness. That is a good cutting angle; it’s in the range of 25°- 30°. I may need to tweak the tool-rest angle as the bevel develops in order to optimize the cutting angle.
The iron is resting flat on the tool rest, my forefinger acts as a fence against the proximal edge of the rest and my thumb is pressing on the iron face to advance or retreat the iron as I grind. The iron is canted left or right to keep the developing bevel square to the stone. The cutting action happens in the center, between the right and left thirds of the wheel, back and forth. Never allow the iron to slide off the edge of the wheel.
I typically grind the middle bevel first, then the left bevel and save the fillet bevel for last. As the edge is ground thinner and thinner, be very disciplined about cooling the iron. Take the edge down to a skinny 32″ or so in order to preserve the temper. As you grind, check that the final width of the bevel is sufficiently wide to give a good cutting angle. The edge should be very consistent in thickness at this point. Do not grind into the edge itself.
 The second bevel should have the same width as the first bevel. Tweak this bevel until the arris is sharp and hits the intersection of the two bevels. Grind the fillet edge to a steep bevel, but hold this well short of the final dimension.
The second bevel should have the same width as the first bevel. Tweak this bevel until the arris is sharp and hits the intersection of the two bevels. Grind the fillet edge to a steep bevel, but hold this well short of the final dimension.
At this point, the bevels are all hollow ground and relatively wide. With a good sense of touch and great care, it’s possible to have the iron rest flat on the bevel on the honing stone. Rather than push the iron straight down the stone, I hold the iron sideways so I’m honing along the length rather than the width of the bevel. This gives me a straighter bevel and less inadvertent introduction of camber. It is very important to distribute the pressure evenly along the bevel or you’ll taper the bevel along its length. Stop every stroke or two on the stone and inspect the progress. Because the cutting edge is just a skinny 1/32” thick, it does not take long to get to the burr stage.
I have two approaches to honing. For one-off irons, I generally use a medium diamond plate followed by Japanese stones (#800, #1,200 and #4,000 grit). I hone the face of the iron first, and then turn my attention to the bevels. When working the bevels, I take the burr off with the #4,000-grit stone.
I also use a WorkSharp where I put the same grit on both faces of the glass plate and work my way through a number of grits (in stages from #36 to #2,000 grit, depending on the amount of work to be done). The throughput with this device is amazing (I often sharpen 30-40 chisels and 30 block, jack and smoothing planes over a four-hour period). Because I work on the upper surface of the machine, a finely attuned sense of touch is necessary to keep the bevels even. Cooling is necessary at all stages.
 Throughout this honing process, I focus on the two long bevels, testing the progress by reinserting the iron in the plane body. I check that the two bevels are parallel to the plane body profile, and that the intersection of the bevels matches the arris on the plane profile. If the intersection is misplaced, both bevels must be reworked. Changing only one bevel will move the arris between the two bevels to one side or the other. This arris needs to be in line with the intersection of the two bevels.
Throughout this honing process, I focus on the two long bevels, testing the progress by reinserting the iron in the plane body. I check that the two bevels are parallel to the plane body profile, and that the intersection of the bevels matches the arris on the plane profile. If the intersection is misplaced, both bevels must be reworked. Changing only one bevel will move the arris between the two bevels to one side or the other. This arris needs to be in line with the intersection of the two bevels.
Once I am completely happy with the two long bevels, I turn my attention to tweaking the fillet bevel. Maintaining this part of the iron fat until this point keeps me from being found slumped over my bench crying a bucket full of tears. Creep up to the final dimension, first with the rough grind, then with the honing steps. Because this bevel is small, it is easy to get multiple facets as you work down the bevel. Final honing is always done by hand so I don’t overshoot the dimensions. The bevel ideally should have a rhombohedron shape and extend to below the plane body profile.
— Willard “Bill” Anderson, contributor
P.S. Here’s the above in PDF format, should you wish to download it for use in the shop:
PlaneIronSharpening
Here are some supplies and tools we find essential in our everyday work around the shop. We may receive a commission from sales referred by our links; however, we have carefully selected these products for their usefulness and quality.






Thanks for a great followup to a great article. I had no idea maaking a plane was so complex. For years I’ve been looking at old wood plane bodies, wondering how they made all those precision cuts.
First of all I’d just like to say that the article in the mag is one of the coolest articles I’ve ever read in any magazine. Ever. Agreed, it is very complex and probably not for everyone, but I thought it was very interesting and I am enjoying it thoroughly. The first two times through it were to just get the terminology down. Then it was time for some serious studying and careful reading. The third time through I began to understand what was going on and the fourth time I could “see” what Bill was talking about. I am now reading it for the fifth time and it seems very straightforward to me, although the proof will be in actually making my own plane.
More pictures may help but I would like to suggest that annotations added to the existing pictures might be more helpful as well. It took a lot of rereading and studying the pictures intently to finally discern what was being described. Once I understood what I was looking at, as well as what I should be looking at, the words made more sense. Also, I wish the drawings had been scanned at a higher resolution so I could “blow them up” to study them. And that brings me to the first four drawings in this blog entry. While I understand what those drawings are trying to convey they don’t seem to correlate to the actual pictures of the profiled iron. Possibly some additional annotations and/or some kind of indication as to the position or orientation of the iron might help.
Given all that, is there any possibility that a Make A Panel Raising Plane DVD will become available in the future? Or perhaps YouTube videos?
Thanks for providing an interesting and challenging read. That doesn’t happen much any more.
Jim
Does anyone have any leads on where to find a nice chunk of quartersawn beech to make this plane or others?
I built my first plane from scratch (using a Hock iron) just a few months ago. It was a fun experience to make a true working tool. Some of the other commenters noted that this operation is probably beyond an average woodworkers skill and more importantly, time. I thought the article was a bit wordy in the sense that it carried a lot of overly technical data; at times it seemed to read more like an instruction manual for a fuel injector or a transmission than it did a woodworking article. With that being said, it is an interesting topic, and certainly somebody who could construct this tool has to be pretty talented. For my part, I would rather use a table saw and a smooth plane. But even if I would never construct a tool such as this, the article does speak of the ingenuity and talent of the craftsman of the past (and present) who built them.
Bill thank you for contributing this article to PW.
If these guy had taken a class with you, or worked with you in Roy’s shop they would understand and be a little kinder about your contributions. They have not met a woodworker scientist before 😉 Keep up the good work.
Do you really think that the 19th century builder used 46 deg, 19 deg and 32 deg angles? I’m guessing more like 45 deg, 20 deg and 30 deg.
Seems like a lot of hoops to jump through & a lot of cash/time to spend for an operation you could do with a $40 router bit.
A “.pdf” be nice
So would a glossary for the original article. I have no idea what spring lines are, or abatements or, or, or. The drawings were as clear as mud. All in all, it was probably the most incomprehensible article I have read in Popular Working.
If Megan is reading this, would you please convert this post (pictures and all) to a pdf we can download and print. I’m sure I’m not the only one that would like to keep this companion article with the original in the Nov. issue. Thanks.
I read the article about making a Panel Raising Plane. I’m pretty intelligent, have a lot of high end woodworking experience and can read quite well. There’s no way I could possibly make the plane from the “plans” in this issue. The descriptions are overly complex, wordy, and there are not nearly enough illustration to guide the process. As the saying goes, “a picture is worth a thousand words”. This article makes that old saying a stark reality. Sorry, but you need to take a serious look at the audience you are writing for.
Art Peterson, Washington, CT